Bucket Elevator vs Bucket Conveyor: Which Is Suitable
Bucket elevators and bucket conveyors both move materials using buckets, but they are built for very different jobs. One lifts materials straight up while the other moves them across. So picking the wrong one for your site means poor throughput, wasted floor space, and a headache.
Both systems have their place in the Australian industry, from grain terminals along the Port of Brisbane to mining operations further inland. And our team at www.rud.com.au has worked across these environments long enough to know where each system earns its keep.
In this article, you’ll get a clear breakdown of how each system works, where heavy-duty bucket elevators outperform conveyors, and a side-by-side comparison to help you decide which conveyor suits your requirements. By the end, you’ll know exactly which system fits your operation.
Bucket Elevator or Bucket Conveyor: What Sets Them Apart?
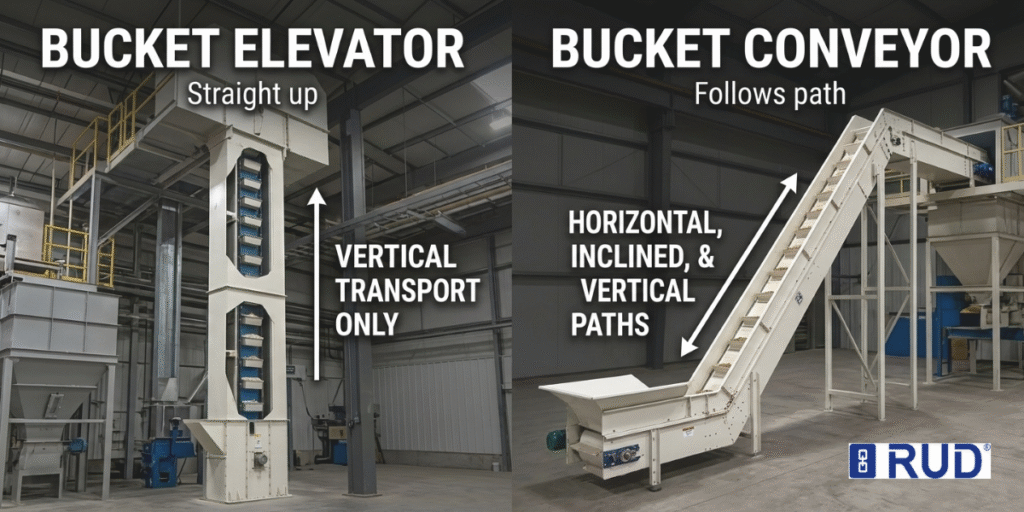
A bucket elevator and a bucket conveyor both use elevator buckets to carry materials, but the direction of travel and the design behind each system are completely different.
To learn the difference in detail, let’s get into the mechanics of each one:
The Vertical Path: Bucket Elevators Explained
A bucket elevator works by attaching buckets to a continuous belt or chain. That belt runs around a pulley at the top and a boot section at the bottom.
As the system moves, the buckets scoop material at the base, carry it upward, and release it at the top through gravity or centrifugal force, depending on the design. And at high volume, even a small misalignment in that chain can bring the whole run to a stop.
Typically, bucket elevators are widely used in grain handling, mining, and cement plants. Their vertical conveying path keeps the footprint small, which counts a lot on a busy processing floor.
Bucket Conveyors and the Case for Horizontal Movement
A bucket conveyor moves materials along a flat or slightly inclined path. The buckets sit on a belt and travel across the floor level rather than climbing upward. This makes the conveying process gentler, which suits fragile or irregularly shaped materials that would break apart under the force of vertical elevation.
For instance, food processing lines, packaging facilities, and light industrial applications lean heavily on bucket conveyors. Their slower, controlled movement keeps products intact across the full conveying run.
Heavy Duty Bucket Elevators: Where They Work Best
Heavy-duty bucket elevators work best in high-volume industrial sites for handling dense, abrasive, or bulk materials continuously. Not every elevator is built for this kind of heavy lifting, and the difference in construction becomes obvious once demand increases.
Sites running these systems around the Port of Brisbane and inland Queensland grain terminals don’t spec them for fun. Instead, they spec them because nothing else keeps up.
So, what makes these elevators suited for tough applications? Well, you should consider a few things here:
- Material Handling Range: These elevators move bulk materials like cereals, powders, and heavy crushed ore. That’s why the bucket sizes and shapes are selected based on what the elevator needs to carry and at what capacity.
- Build Quality: Steel buckets and reinforced belts are standard on heavy-duty models. Their construction is driven by the need for better reliability and lower total cost of ownership over time.
- Elevator Bucket Options: Manufacturers design some elevator buckets specifically for longer life and better reliability. For continuous operations, they ensure fewer issues and a lower total cost of ownership over time.
- Accessories and Support: A good stocking distributor will offer a full range of accessories alongside the buckets themselves. Besides, dedicated staff experienced in elevator systems can help with troubleshooting, verifying existing elevator setups, and upgrading capacity to meet new demands.
Remember, knowing where they suit is one thing, but seeing how they stack up directly is another.
Side-by-Side: Bucket Elevator vs Bucket Conveyor
Choosing between the bucket elevator and bucket conveyor gets a lot easier once you see the main differences laid out clearly.
To be more specific, the gap between these two systems becomes obvious once you line them up as follows:
| Feature | Bucket Elevator | Bucket Conveyor |
| Direction of travel | Vertical | Horizontal/inclined |
| Bulk materials handled | Heavy, dense, powders | Fragile, light, irregular shapes |
| Belt and bucket design | High-tension belt, steel buckets | Lighter belt, varied bucket sizes |
| Capacity | High volume, continuous | Moderate, controlled |
| Floor space | Small footprint, vertical use | Larger horizontal footprint |
| Best application | Mining, grain, cement | Food processing, packaging |
| Reliability | High under heavy loads | High for gentle conveying |
| Access for maintenance | Top and boot sections | Along the conveyor length |
The table above covers the core differences across design, materials, and application. But the numbers only tell part of the story.
In practice, your choice comes down to what you’re conveying, how much of it, and what your facility layout allows. However, similar products exist across both categories, so the range of options can feel wide (that’s a risk few operations can afford to get wrong on a busy processing floor).
See also: How Emerging Tech Will Reshape Education by 2030
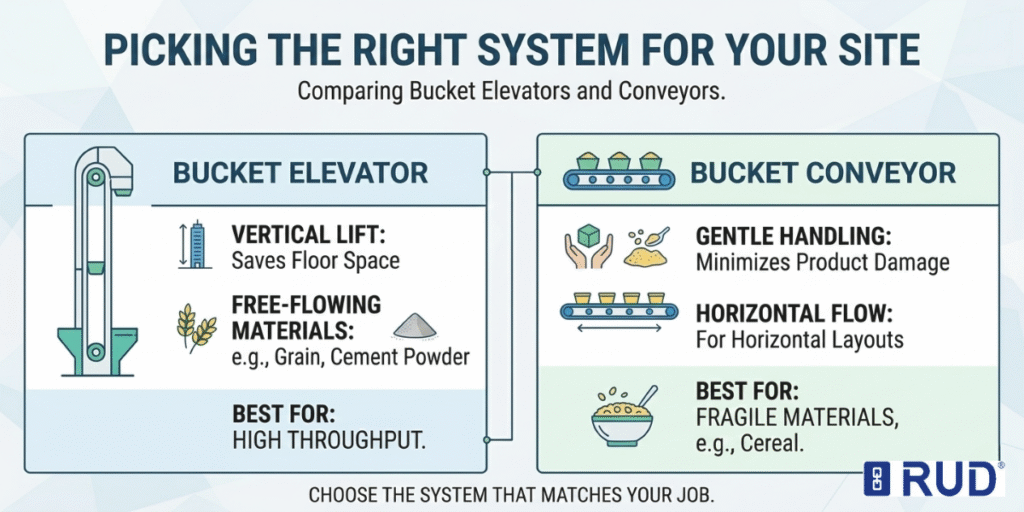
Picking the Right System for Your Site
The best part about getting this decision right is avoiding costly retrofits and downtime later. Both systems are well-proven, but they solve different problems. Your material type, facility layout, and required throughput all point toward one or the other.
Here’s how to read your own situation:
Tight on Space? A Bucket Elevator Probably Wins
Frankly, if your site is tight on floor space, a bucket elevator is hard to argue against. These systems elevate bulk materials vertically without consuming much floor area, which makes them practical for facilities where horizontal space is limited.
One example comes from a processing facility near Ipswich that we worked with. Three years ago, they upgraded to a vertical lift system and used the freed-up floor space to expand their storage.
Generally, free-flowing bulk materials like grain, cement powder, or crushed ore are ideal for bucket elevators. Their continuous vertical conveying keeps capacity high and access to the boot and upper sections manageable.
Quick Tip: Verify existing elevator setups before upgrading capacity to save time and effort. Sometimes, existing elevators can often handle new demands with the right bucket sizes and materials designed for the specific application.
Fragile Product or Horizontal Layout? Go With a Conveyor
You might be wondering why anyone would choose slower horizontal movement. Well, sometimes gentle handling takes priority over raw speed. That’s why manufacturers and operators use bucket conveyors to handle products that require gentle movement, including cereals, light powders, and irregularly shaped materials.
We’ve seen fragile products turned to dust by systems built purely for speed. So, matching the conveyor type to your material isn’t optional anymore.
Furthermore, better reliability over time comes from using the right system from the start. When the system matches the job, you see fewer troubleshooting calls, lower total cost of ownership, and steadier performance over time. Plus, clients who invest in the correct system early find longer life and fewer problems down the track.
Ready to Move More With Less Hassle?
Both bucket elevators and bucket conveyors have a solid place in the Australian industry. The right pick comes down to your materials, your site layout, and the demands your operation puts on the system day in, day out. Once you get it right, you receive better reliability, lower total cost of ownership, and a conveying setup built to last.
Teams can often upgrade existing elevators to meet new demands by using the right bucket sizes, accessories, and experienced staff familiar with elevator systems. Plus, verifying existing elevator setups before committing to a full replacement saves clients money and extends the life of what’s already in place.
For further guidance on bucket elevators, elevator buckets, and the full range of conveying products, the team at RUD Australia is ready to help you. Visit our website to find the right system for your site.